本文来自微信公众号“工联网iitime”。
近日,习近平总书记就推进新型工业化作出重要指示,指出“新时代新征程,以中国式现代化全面推进强国建设、民族复兴伟业,实现新型工业化是关键任务”;提出“要把高质量发展的要求贯穿新型工业化全过程,把建设制造强国同发展数字经济、产业信息化等有机结合,为中国式现代化构筑强大物质技术基础”。
面对新时代、新使命、新定位,行业如何把握发展大势、推进技术创新、走新型工业化发展道路?作为通信领域的权威媒体,通信世界全媒体特推出“加快推进新型工业化”系列报道,通过汇聚ICT和工业领域的专家、学者声音,深入探讨新型工业化的发展模式,推动新型工业化实现高质量发展,进而赋能中国式现代化征程。
本溪工具:5G全连接工厂引领制造智变新发展
本溪工具厂股份有限公司自2020年起携手中国移动、中兴通讯打造5G+智慧工厂项目。该项目主要通过建设一张5G企业虚拟专网网络,UPF分流至园区内新建机房并打通移动云辽宁节点,将既有应用和系统进行迁移。
同时,在业务层面,该项目使用5G工业网关与生产线控制系统PLC机柜互联并进行协议解析,实现产线数据的全面感知,落地iWMS和5G无人叉车、5G AGV设备实现厂区内物料周转的无人化搬运和透明化管理,部署机器视觉应用对齿条等进行检测以提升产品品质。
本溪工具厂利用5G加快企业内网改造,优化企业私有云,组建云边协同新IT架构,构建企业数字化平台,引入建设园区智能运营中心IOC。通过统一流程、统一系统,实现数据融合分析与共享交换,强化生产和营销业务场景数据建模,挖掘数据价值,提升数据洞察能力。
本溪工具应用5G+AGV/无人叉车、机械臂及配套的软件系统,将物料转运重复性工作90%以上自动化的同时,通过AGV调度系统、WMS、RFID物料记录系统实现物料周转的全透明化,产成品可以使用二维码及箱码录入至质检追溯模块内进行回溯,从原材料到产成品流程内生产批次等信息全部可查可验,产品可追溯率达到100%。
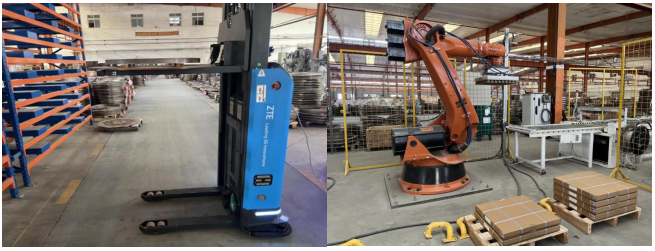
5G无人叉车及物料转运现场应用场景
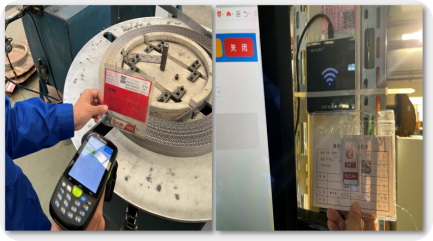
本溪工具利用中兴通讯为本工定制化研制的5G机器视觉检测系统,通过高清工业相机拍摄加工中的产品,让机器代替人眼、在线替代抽检。使用部署于5G MEC上的数字星云平台进行AI算法质检比对,实行自动检测、自动控制,及时报警并停机铣床,避免材料和铣刀浪费,并实现出产产品质量提升,锯齿条产品不良率的下降率超10%。最终数据汇总形成指控报表、用以进行辅助研发。

5G机器视觉现场应用场景
以企业5G专网作为基础数据通道,融合5G,工业PON、RFID、WIFI、NB-IOT等各种通讯技术,打通车间生产和MES、ERP、DCS、SCM、PLM等内部各种系统,实现全连接工厂的可视化运营管理。通过建设厂区智能运营中心IOC,从生产至经营,一手掌握,让工厂生产数据变得可感、可知、可管、可控,为管理者提供统一工厂运行视图,实现5G+全连接工厂的价值重塑。

中天科技5G全连接数字孪生工厂:打造电缆产业工业4.0范例
作为传统的劳动密集型制造行业,电线电缆行业的产线自动化水平相对较低,企业劳动生产率的提升仍停留在对设备自动化的局部优化以及信息化的初步推行阶段。且电缆行业一般属于老旧企业,厂房布置及设备基础处于布局陈旧、密集性大、自动化水平相对较低的状态。因此,电缆产业要在原有基础上实现工业4.0的提升难度很大。为规避行业存在的弊病,中天装备电缆按照工业4.0的要求,从设备基础、厂房布局、自动化和信息化技术等方面,对5G全连接数字孪生工厂建设进行统筹规划,以夯实智能制造的基础,更好地实现工业4.0的目标。
在5G全连接数字孪生工厂项目中,中天科技装备电缆建成了5G企业专网(SA架构),布局3套MEC边缘计算平台,应用近百个5G终端模组,实现5G网络全覆盖;基于中天互联的爱尚(ASUN)工业互联网平台,实现“5G+工业互联网”融合创新五大应用场景(14个子场景)。在建设过程中,与中国移动、中国电信、中国联通三大运营商以及中天华宇、智能装备合力打造场景合作示范,实现人工智能、边缘计算、机器视觉等“5G+工业互联网”关键技术的落地,最终实现100%的现场数据集成整合率、100%的设备联网率。
项目内容
1.面向工厂设备智能化多源异构数据采集与融合
基于智能数采终端合理规划设备智能体的数据采集路径与采样频率。利用传感网、智能机器人、无人车等智能体进行三维协同采样,探索多源数据分布特征,研究利用趋势分析、触发器、生产业务逻辑确定设备模型。基于多智能体之间的完全合作关系,使用频率最大Q值、联合数据分析等方案,研究实际生产环境中的协作机制,提出协同感知与交互协作的核心方法。研究工厂设备画像的深层潜在联系,提升工厂多源数据协同感知与融合准确性,助力获得精确的设备多模态模型。
2.面向工厂生产过程鲁棒保性能动态优化调度
对工厂堆料、生产、运输等生产线各项数据进行集中、实时、综合统计和分析,借助3D可视化技术清晰呈现数据背后规律,对工厂生产进行推断和预测,实现生产效益最优化。
当检测到生产异常、作业异常及设备能耗过大时,数字孪生智慧工厂向后台管理系统实时发出预警,管理人员通过系统及时远程查看、核实和处理,避免延误生产。
将数字孪生技术应用到智慧工厂,有利于管理者对工厂的生产、运营实现全域感知,提升管理者和决策者的实时调度和管控能力水平。
3.面向工厂整合基于数字孪生的智能化信息管理系统
企业对于工厂活动的一切细节都是通过MES等业务信息化管理系统来实施管理的。这些业务管理系统可以映射出工厂的数字化虚拟生产过程,将其整体数据进行体系化集成,整合成以工厂为对象的信息化平台。以大数据平台为存储层,以成熟开源软件框架为计算层,以Java等多种科学数据处理软件为支撑,在展现层通过三维可视化技术以美观直接的可视化方式进行呈现,形成完整的具备自主监测功能的智能化信息管理平台——数字孪生平台。平台以大脑的形式整合信息化数据,集中自身优势提升企业生产效率和效益,并使其最大化。
实施效果
智能生产:梳理装备电缆MES系统,明确MES系统功能边界和系统的主要功能模块,打通“订单-工艺-排产-生产-质检-包装-入库-发货”整个流程,将基础数据标准化,优化流程,减少现场错报、误报等现象;实时采集米重,降低生产偏差,有利于产品成本核算,优化材料使用管理,稳定产品关键质量指标;利用集中供料系统降低设备能耗和维修成本,提高产品质量和工作效率;启动设备云平台,打造生产人员快速报修、机修人员快速响应、管理人员精准分析的主线业务流程。
智能仓储:根据流转产品采用AGV转运方式,实现物料按指定路线的点到点流转,保证物料流转的精确性;通过AGV实现车间成品及半成品、原材料的智能转运;通过在盘具上搭配二维码标签,实现盘具物料信息的追踪及管理,有效减少盘具寻找时间,提高盘具管理和生产效率,减少了上千次人工作业的搬运/班次。
智能检测:将5G、人工智能、边缘计算和机器视觉等新技术有机结合,实现实时在线的高精度检测;通过工业云平台实现检测模型的迭代和共享,提升产品质量,实现高效率的过程追溯及故障排查。
智能展示:通过数字孪生+3D产品交互系统,在设备数据具备、可用的情况下,对生产过程的整体可视化及数据分析进行展示;根据整体运维需求,对单条生产线的生产分析(对接MES)、单个设备的运行及故障状态(对接EAM)进行信息集成;对接WMS、能源、设备实时数据,以及智能安全系统,实现仓储物流、能源、安全、设备数据的实时展示,进一步提升品牌形象,加强公司对外宣传展示。
集成管控:通过智能安全、能源云平台,实现生产安全管控,有效减少安全员重复劳动,效率提升达200%;实时监测能耗趋势,进行能效分析,合理安排排产;搭建能源数据管理报表,与MES系统对接,实现生产全过程的能源在线监控。